Efficiëntie eerst – 10 problemen bij het lasersnijden van metaal en hoe u ze kunt vermijden
2022-06-30
Lasersnijden is de belangrijkste toepassingstechnologie in de laserverwerkende industrie. Het is ook de vroegste en meest gebruikte verwerkingsmethode bij laserbewerking. Vanwege de vele voordelen wordt het veel gebruikt in de automobielindustrie, luchtvaart, scheepsbouw, spoorweguitrusting, industriële automatisering, nationale defensie, bouwmaterialen en andere industrieën.
Met de voordelen van een nauwkeurige, snelle, eenvoudige bediening en een hoge mate van automatisering, is lasersnijden de eerste keuze geworden voor fabrikanten in de bovengenoemde industrieën om de efficiëntie van de metaalverwerking te verbeteren.
Wanneer fabrikanten willen lasersnijden om hun eigen metalen onderdelen of die van hun klanten te maken, is de belangrijkste keuze vooral het vermogen om snel, stabiel en kostenbesparend te snijden, wat de winst maximaliseert en het vertrouwen van klanten wint. Volgens de ervaringen van Bodor-servicetechnici storen sommige klanten zich aan snijkwaliteitsgebreken tijdens de eigenlijke fabricatie, echter vaak en maken hun bezwaar niet kenbaar. In dit artikel verzamelen we de ervaringen van onze ingenieurs om 10 veelvoorkomende kwaliteitsgebreken bij het lasersnijden en bewezen oplossingen vast te stellen, om te helpen een bevredigend snijproces te verkrijgen. Lees verder voor meer informatie.
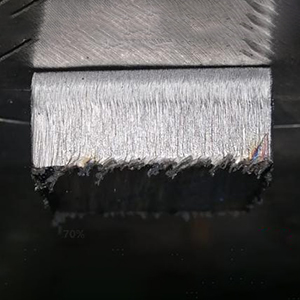
1. Slechte snijkwaliteit aan slechts één kant van de rand

Oorzaken: Laserstraal is niet uitgelijnd met lens; nozzle is geblokkeerd of niet rond of niet uitgelijnd; De snijkop staat niet haaks op het materiaa
Oplossingen: controleer de bundelcentrering, controleer de nozzle, controleer de haaksheid van de laserkop met een digitale waterpas. Controleer op vervuiling van het beschermvenster.
2. Kerf te breed
Oorzaken: Gasdruk is te hoog; Focushoogte is te hoog; Te veel laservermogen; materiaal van slechte kwaliteit
Oplossingen: Verlaag de druk elke keer met 0,1 bar; Verlaag de focushoogte elke keer met 0,2 mm; Verminder laservermogen; reinig het oppervlak van het materiaal
3. Verbrande hoeken
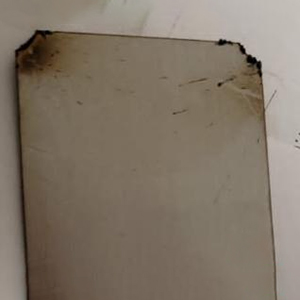
Oorzaken: Oververhitting hoek
Oplossingen: Vermogenscurve of koelpunt toepassen
4. Ruw gedeelte alleen aan de onderkant van de rand

Oorzaken: Gasdruk is te hoog; Focushoogte is te laag
Oplossingen: Verminder de druk en vergroot de focushoogte
5. Te ruwe strepen op het snijvlak

Oorzaken: Gasdruk is te hoog; Focushoogte is te hoog; Snijsnelheid is te laag; beschermvenster is vuil of beschadigd
Oplossingen: Gasdruk verlagen; Lagere focushoogte; Verhoog de snijsnelheid; Controleer beschermvenster
6. Zachte slakken die aan de onderkant kunnen worden verwijderd
Oorzaken: Snijsnelheid is te hoog; Focushoogte is te hoog; Gasdruk is te hoog
Oplossingen: Lagere snijsnelheid; Lagere focushoogte; Lagere gasdruk
7. Coating afgebladderd aan de onderrand

Oorzaken: Gasdruk is te hoog; Focushoogte is te laag; Snijsnelheid is te hoog
Oplossingen Lagere gasdruk en snijsnelheid; Verhoog de focushoogte
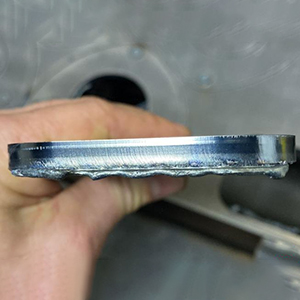
8. Harde slakken aan de onderkant van roestvrijstalen platen
Oorzaken: Focushoogte is te hoog; Gasdruk is te laag; snijafstand is onjuist
Oplossingen: Lagere focushoogte; Verhoog de gasdruk; snijafstand aanpassen
9. Abnormale kleur van de rand

Oorzaken: N2 is niet zuiver. Er is ergens een lek in de gastoevoer
Oplossingen: Verander naar zuiver N2
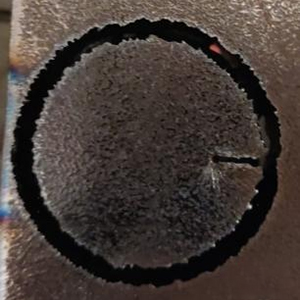
10. Abnormaal defect aan het begin van het snijpunt

Oorzaken: Verkeerde instelling van laser aan/uit timinginloopsnelheid; Verkeerde vorm van inloopgeometrie
Oplossingen: Andere inloopgeometrie toepassen; Pas de laser aan/uit timing aan. Wijzig de inloopsnelheid
Als de problemen aanhouden neemt u best contact met ons serviceteam. Er kunnen ook dieperliggende problemen zijn waar de gebruiker niets aan kan wijzigen (bvb vervuiling van de optische elementen binnen in de snijkop)
Voor metaalbewerkings- of productiebedrijven is het van cruciaal belang dat het lasersnijproces niet wordt gehinderd of stilgelegd door abnormale snijfouten. Een stabiele, kwalitatief goede en efficiënte lasersnijmachine van een betrouwbaar bedrijf is wat ze echt nodig hebben. En we letten ook op die veelvoorkomende snijfouten, want lasersnijmachines zijn nog steeds complexe apparatuur die regelmatig en zorgvuldig onderhoud vereist.
Bron : Website Bodor.com